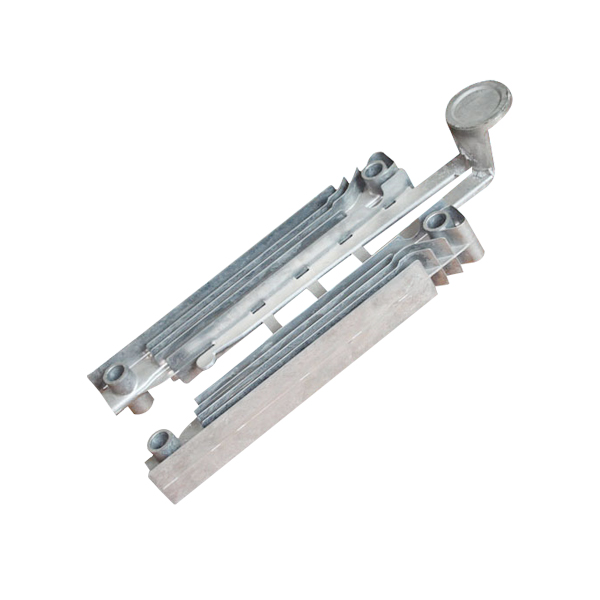
Her türlü ODM Alüminyum döküm parçaları A380 ADC12
ayarlanabilir ipad standı, tablet standı tutucuları.
Lütfen diğer ürünlerimize bakın, bunların hepsi kalıpları yaptığımız ve müşterilerimiz için ürünler yaptığımız özelleştirilmiş parçalardır. Müşteri ihtiyaçları doğrultusunda tüm döküm parçaları OEM ile tarafımızdan yapılabilir.
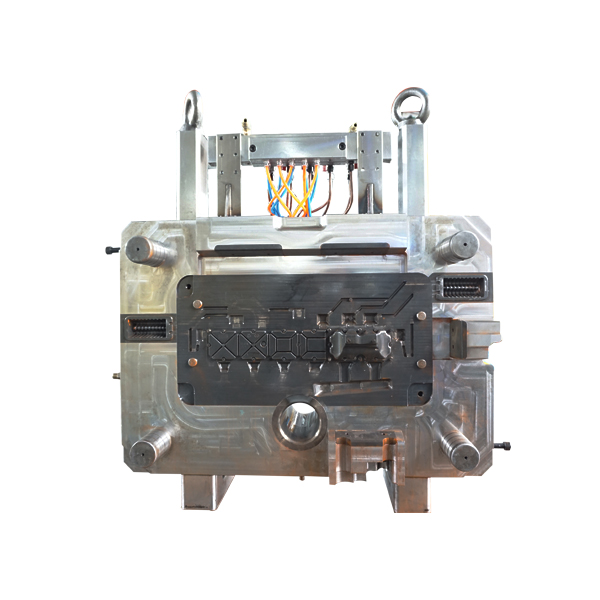
FANGCHEN, ürünlerin kalitesini ve kalıp ömrünü garanti etmek için müşterilere gereksinimlerine göre en uygun kalıp çözümünü sunan profesyonel ve kıdemli bir kalıp mühendisliği ekibine sahiptir. Kalıpları MEGAMA Flow sistemi ile yapıyoruz. Simülasyon sonucunu sorunsuz bir şekilde aldıktan sonra kalıp tasarımına geçiyoruz.
200T-1250T makinemizi kullanarak basınçlı döküm yapmaktayız. 1.0mm kadar ince et kalınlığına sahip parçaları seri üretebilmekteyiz. Kalın cidarlı kokil döküm parçalarda iç gözeneklilik ve hava sızdırmazlık kontrolü konusunda zengin deneyime sahibiz.
Yaygın olarak kullandığımız malzemeler ADC12, A380 ve A360'tır. Diğer malzemeler de müşterinin gereksinimlerine göre özelleştirilebilir. Şangay ve Jiangsu Eyaletinde istikrarlı Malzeme tedarikçimiz var. Malzeme fabrikamıza her girdiğinde, malzeme elemanlarının denetimini yapacağız ve gelecekteki izler için kayıt bırakacağız.
Müşteri için parçaları yapma adımımız aşağıdaki gibidir:
1-Özelleştirilmiş Çizimin onayını alın
2-Kalıbın tasarımına başlayın
3-Bu arada kalıbın yüzey işleminde analizini yapın
4-Öldükten sonra hazır yol izi
5-Numuneleri alın ve Özel Çizimi takip ederek CMM incelemesini yapın
6-CMM raporuna “yeşil ışık” verildikten sonra numuneleri kontrol için müşteri tarafına gönderin.
7-Müşteri son parçaları onayladıktan sonra ilk sipariş için 100-1000 adetlik seri üretim yapacağız.
8-Müşteri üretim izini onayladıktan sonra, gelecekteki ürünler için müşterilerin siparişlerini takip edeceğiz
Fangchen çalışanları adımları sıkı bir şekilde takip ediyor, ürünlerde herhangi bir sorun bulunursa her adım izlenebilir, sorunu bulabilir ve sorunu kısa sürede çözebiliriz. Ve her türlü alanda yapmak istediğiniz dökümler için size en iyi çözümleri sunacağıma söz veriyorum.
Bir dökümün bileşenleri nelerdir?
Bu sürecin altı adımı vardır:
Kalıbı oluşturmak için deseni kuma yerleştirin.
Tasarım ve kum, dökme sistemine dahil edilir.
Deseni çıkarın.
Boşluğu erimiş metalle doldurun.
Metalin soğumasını bekleyin.
Kum kalıbını kırın ve dökümü çıkarın.


Alüminyum dökmenin tipik bir yöntemi, erimiş alüminyumu, döküm parçasının olağanüstü pürüzsüz ve rafine bir yüzeye sahip olmasını sağlamak için hassas şekilde işlenmiş bir çelik kalıba dökmektir. Bu özel işlem, her biri belirli türde parçaların oluşturulmasında kullanılan, alüminyum döküm üretmek için kullanılan çeşitli yöntemlerden biridir.
Döküm işlemlerindeki bir değişiklik, kalıcı olarak çelikten yapılabilen veya geçici olarak metalik olmayan bir malzemeden yapılabilen kalıbın tipidir. Döküm türlerinin her birinin kendine göre avantajları vardır ve güvenilirlikleri ve ürün kaliteleri açısından bunlara güvenilmektedir.
Alüminyum döküm prosesini tartışabilmek için tek bir proses olmadığından farklı yöntemlerin her birinin ve bunların nasıl kullanıldığının incelenmesi gerekmektedir. Bir veya birkaç yöntemde uzmanlaşan üreticiler olmasına rağmen birçok üretici, müşterilere hangi süreci tercih edecekleri konusunda seçenek sunuyor.
Alüminyum Döküm Prosesi
Kalıcı Kalıp Döküm
Alüminyum kalıcı kalıba döküm masraflarının büyük bir kısmı, normalde gri demir veya çelikten yapılan kalıbın işlenmesi ve şekillendirilmesinden kaynaklanmaktadır. Kalıp, ikiye bölünen parçanın özellikleri ve şekli ile tasarlanan parçanın geometrik şekline göre şekillendirilir. Enjeksiyon işleminde kalıbın yarıları, hava veya kirletici madde bulunmayacak şekilde sıkıca kapatılır. Kalıp, kepçelenebilen veya enjekte edilebilen erimiş alüminyumun dökülmesinden önce ısıtılır.
İşlemin sonunda alüminyum parçanın katılaşması için kalıbın soğumasına izin verilir. Soğuduktan sonra parça, kusur oluşumunu önlemek için hızlı bir şekilde kalıptan çıkarılır.